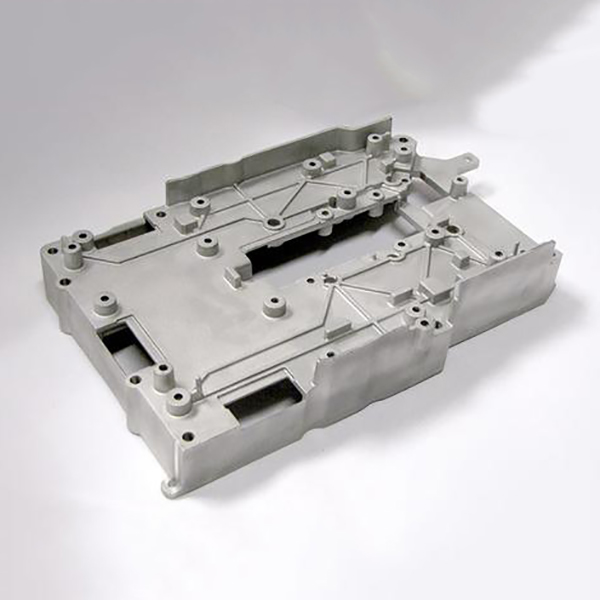
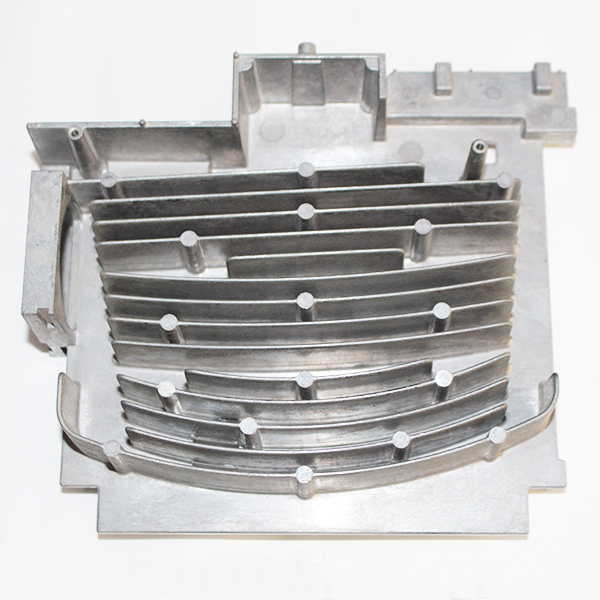
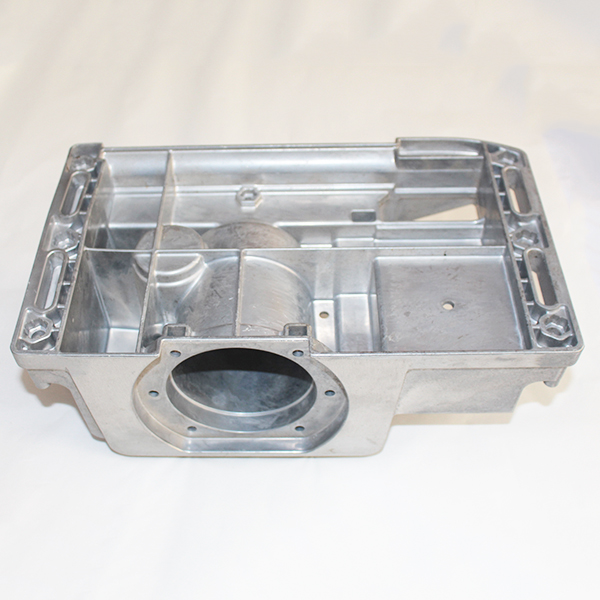
Trykstøbningsdele til biler
- SHD Precision Tech
- Shenzhen
- 2 uger
- afhænger af produktet
Variable vægtykkelser
Snævrere tolerancer
Færre trin fra råvare til færdig del
Hurtige produktionscyklustider
Reduktion af materialeskrot
Lang værktøjslevetid, især for zink og magnesium
Hovedparameter:
produkttype | Støbeservice | |||
Materialer | Aluminiumslegering, zinklegering, magnesiumlegering, messing osv. | |||
Overfladebehandling | Anodisering, børstning, galvaniseret, lasergravering, silketryk, polering, pulverlakering osv. | |||
Tolerance | ±0,01 mm, 100% QC kvalitetsinspektion før levering, giv kvalitetsinspektionsformular; | |||
Test udstyr | CMM; Værktøj mikroskop; Multi-led arm; Automatisk højdemåler; Manuel højdemåler; Skivemåler ; Marmor platform; Ruhedsmåling. | |||
Filformater | STP/ STEP/AutoCAD (DXF, DWG), PDF, TIF osv. | |||
Trin af Trykstøbningsproces
Uanset om det er varmt eller koldt kammer trykstøbning, indebærer standardprocessen indsprøjtning af smeltet metal i en dyseform under højt tryk. Nedenfor er de indviklede trin i støbeprocessen:
Fastspænding
Det første trin i trykstøbning er fastspænding. Inden da skal du dog rense formen for at fjerne eventuelle urenheder og smøre formen for bedre indsprøjtning og fjernelse af det størknede produkt. Efter rengøring og smøring klemmes og lukkes matricen med højt tryk.
Indsprøjtning
Smelt det metal, du vil injicere, og hæld det i skudkammeret. Fremgangsmåden afhænger af den proces, du bruger. For eksempel er skudkammeret koldt i det kolde kammer trykstøbning, mens det er varmt i det varme kammer trykstøbning. Derefter sprøjtes metallet ind i matricen under højt tryk genereret af et hydraulisk system.
Køling
Mens det er fastspændt, lad metallet køle af for at størkne. Det størknede materiale vil have en form svarende til formens design.
Udvisning
Efter at have løsnet matriceformen, vil en udstødningsmekanisme skubbe den faste støbning ud af formen. Sørg for korrekt størkning, før slutproduktet skubbes ud.
Trimning
Dette er det sidste trin, og det involverer fjernelse af det overskydende metal i indløbet og løberen, der findes på det færdige produkt. Trimning kan opnås ved hjælp af en trimmematrice, sav eller andre procedurer. De fjernede metaldele er genanvendelige og genanvendelige i processen.